 English▼
English▼




products categories
- Battery Production Equipment Line
- Battery Lab Pilot Equipment Line
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Electrode Preparation
- Li ion Battery Materials
- Cathode Active Materials
- Anode Active Materials
- Customized Battery Electrode
- Coin Cell Parts
- Lithium Chip
- Cylindrical Cell Parts
- Battery Current Collectors
- Battery Conductive Materials
- Electrolyte
- Metal Mesh
- Battery Binder
- Separator and Tape
- Aluminum Laminate Film
- Nickel Strip
- Battery Tabs
- Graphene Materials
- Nickel Felt
- Titanium Fiber Felt
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- Lithium Battery Machine
- Battery Tester & Analyzer
- Battery Safety Tester
- Material Characterization Tester
- Rolling Press Machine
- Spot Welding Machine
- Vacuum Mixer Machine
- Crimping/Disassembling Machine
- Vacuum Sealing Machine
- Electrolyte Filling
- Stacking/Winding Machine
- Electrode Cutter/Slitter
- Pouch Forming Machine
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Vacuum Glove Box
- Furnaces
- Laboratory Press Machine
- Large Press Machine
- Coaters
- PVD Coater
- Ultrasonic Spray Coater
- Ball Mill
- Planetary Centrifugal Mixer
- Laboratory Machine
- Metal Foam
contact us
- If you have questions, please contact us, all questions will be answered
- WhatsApp : +86 18659217588
- Email : David@tmaxcn.com
- Email : Davidtmaxcn@gmail.com
- Add : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)

5V 100A 32 Channel Lithium Prismatic Battery Automatic Detection and Formation Capacity Equipment
Model Number:
TMAX-MN-100KInput Power:
20KWDimension(L*W*H):
L1850*W900*H1840mmCompliance:
CE CertifiedWarranty:
1 yearMOQ:
1Payment:
L/C D/A D/P T/T Western UnionDelivery Time:
25 days
- WhatsApp : +86 18659217588
- Email : David@tmaxcn.com
- Email : Davidtmaxcn@gmail.com
- Wechat : 18659217588
Previous:
5V 10A 192 Channel Power Battery Capacity Cabinet (w Regenerative Function)Next:
5V 30A 64/96/128/192/256/512 Channel Power Battery Capacity Cabinet Battery Tester with Energy Feedback Function
5V 100A 32 Channel Lithium Prismatic Battery Automatic Detection and Formation Capacity Equipment
1. Overview of Functions
This model is an automatic detection and formation capacity system for rechargeable batteries, featuring high precision and energy efficiency. It is suitable for testing the formation and capacity of lithium batteries, as well as capacity sorting. The equipment is modularly manufactured for high versatility and easy maintenance. It utilizes the four-wire method to enhance testing accuracy. Each battery channel has an independent constant current and constant voltage source, forming individual circuits that do not interfere with each other. The control is carried out through the entire machine process.
The sampling speed is fast, completing one cycle of the entire cabinet inspection in less than 3 seconds. The minimum data recording frequency is greater than 5 seconds. The fully WINDOWS platform software offers powerful functionality, a user-friendly interface, and simple operation. The upper computer can set up to 32 steps and 256 cycles, with each formation step having four selectable attributes: constant current charge, constant voltage charge, constant current discharge, and sleep.
It can dynamically draw the curves of the formation and capacity of each battery during the process, including voltage/time curve, current/time curve, capacity/time curve, energy/time curve, and capacity/voltage curve. It employs LED indicator lights to display the working status of each battery. Communication can be established via Ethernet or RS-485. Each upper computer can monitor up to 20 devices, with a recommended monitoring limit of 10 devices.
The system has data loss protection, ensuring continuous operation in case of power failure. The software features a formation and capacity process library file editing and modification function, including new monitoring, opening, closing documents, printing, and settings.
The energy-saving effect is significant, consuming more than 50% less power than traditional linear devices under the same conditions. It can also substantially reduce the ambient temperature, lowering it by 5-15°C.
2. Main Technical Specifications
Number of channels |
32 channels |
control method |
Whole machine control |
Working power supply |
Three-phase five-wire AC380V±10% 50HZ |
Total equipment power (KW) |
≤23 |
communication method |
Ethernet/RS485 |
Inspection speed (S) |
≤3 |
Charge and discharge current range |
100-100000 (mA) |
Current accuracy |
±0.05%FS+0.05%RD |
Current resolution |
1(mA) |
Voltage measurement range (mV) |
0-5000 |
Voltage resolution |
0.1(mV) |
Charging constant voltage range (mV) |
0-4500 |
Discharge voltage range |
1800-4500(mV) |
Voltage accuracy (mV) |
±2 |
Time measurement range |
999/working step (min) |
Time accuracy (mis)
|
±0.1% |
Accuracy calibration cycle |
6 months |
Calibration method |
Software digital calibration |
Maximum number of working steps |
32 steps |
Maximum number of cycle settings |
256 times |
Set work step content |
Constant current charging, constant current and constant voltage charging, constant current discharging, shelving (standing) |
||
End condition of work step |
Current, voltage, time, capacity |
||
protection method |
Overcurrent, undercurrent, overvoltage, undervoltage, overcapacity, leakage current, among which charging overvoltage/discharge undervoltage adopt dual protection of hardware and software |
||
Curve display |
Charge and discharge current curve, charge and discharge voltage curve, charge and discharge capacity curve |
||
Capacity sharing method |
Capacity classification, time classification, capacity + curve classification, time + curve classification, capacity + voltage classification, fixed point voltage classification. |
||
Statistics |
The open circuit voltage, average voltage, working time, current, capacity, and platform capacity of each battery at each working step; detailed curves and data for each working step; statistics on the number of batteries in each capacity segment, etc. |
||
Energy saving feedback efficiency |
The charging and discharging power supply adopts energy-saving power supply, and the battery discharge energy is fed back to the power grid. The maximum efficiency of power charging output is not less than 70%, and the maximum efficiency of power recycling is not less than 70%. |
||
Battery Scanning Function:
Supports barcode scanning, allowing for the scanning of battery barcodes with options for sequential scanning and channel skipping scanning. This aids in future traceability (wireless barcode scanners are provided by the buyer).
Data Processing Function:
1) Local Data:
Detailed data during equipment operation is saved locally and not deleted. Files are saved for each run in a continuous file-saving manner, and data files can be copied to other computers for viewing.
The results data of equipment operation is saved locally and not deleted. Files are saved for each run in an MDB file, saving only the ending data of each step.
2) Server Data:
With configured data server, result data can be uploaded to the server database. The saving period can be set according to customer requirements. This MDB file is in standard database format and can be interfaced with MES systems.
3. AC/DC Bidirectional Power Supply Working Principle
1) Charging:
Charging uses a switched constant current source with higher energy conversion efficiency compared to traditional linear constant current sources.
Energy Flow: (Grid + energy generated by discharging equipment) → AC/DC Bidirectional Inverter Power Supply → Mainboard (DC/DC circuit) → Battery.
2) Discharging:
During discharging, the energy flow is as follows: Battery → Mainboard → AC/DC Bidirectional Inverter Power Supply → Grid → (Devices being charged + Grid).
During discharging, most of the energy will flow through the factory's AC bus to other energy-consuming devices (such as air conditioning, lighting, office equipment, etc.), and any excess energy will be fed back into the grid.

Note: The equipment is arranged in a double-sided two-layer structure, and the automatic pressure fixture is designed with a two-unit control mode structure. Each layer has a height of 380mm, with the highest working area being 1385mm above the ground and the lowest working area being 915mm above the ground.
5. Tray Structure and Fixture Arrangement
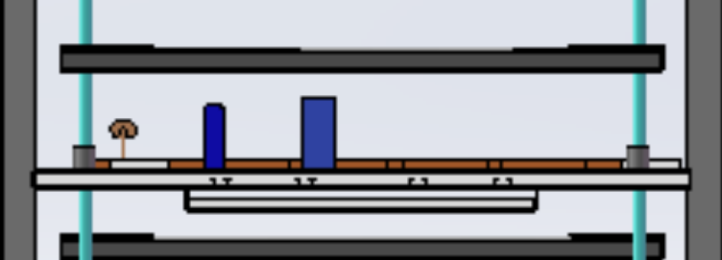
Note: Utilizing a dedicated four-wire probing fixture with a point spacing of 89mm. The spacing between positive and negative pole fixtures is adjustable within the range of 60-205mm. It is compatible with a battery height range of 120-260mm and a thickness range of 40-85mm.
6. Microcomputer System Main Configuration Requirements
Minimum Computer System Configuration: Dual-core or above CPU, 4G or above RAM, 500G or above hard disk space, EGA/VGA color display, one CD-ROM, one mouse, MicrosoftTM Windows 7 or above operating system, one available RS232 serial communication port or 10M Ethernet communication interface, and a Windows-compatible printer. The computer system is provided by Party A as needed, and the number of microcomputer systems is determined based on actual needs.
7. System Composition and Working Principle
System Composition:
l Lithium battery formation and capacity equipment
l Computer with USB/Ethernet interface
l USB to RS485 interface converter and communication cable or Cat5 communication cable with crystal head
l Equipment product software
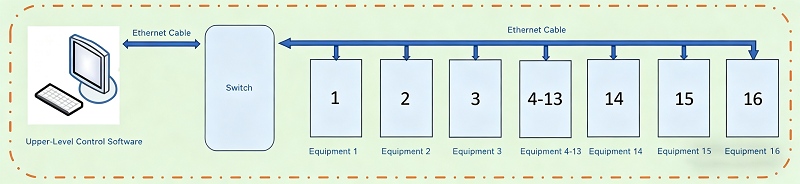
System Operation Principles:
The equipment is connected to the upper-level control by a computer, facilitating tasks such as sending commands and collecting data. The keyboard allows manual operation of the device, displaying parameters and statuses. The constant current board, under the command of the CPU, functions with both constant current and constant voltage effects. During the battery charging process, the bidirectional power supply transforms alternating current into 14V direct current. This facilitates charging control and monitoring of the battery through the constant current board. In the discharge process, the steps are reversed. The voltage of the battery is first increased to 15V through the constant current board. Subsequently, the bidirectional power supply converts direct current into alternating current, feeding it directly into the factory's alternating current distribution network. This achieves the energy feedback of discharged battery power.










 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

