 English▼
English▼




products categories
- Battery Production Equipment Line
- Battery Lab Pilot Equipment Line
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Electrode Preparation
- Li ion Battery Materials
- Cathode Active Materials
- Anode Active Materials
- Customized Battery Electrode
- Coin Cell Parts
- Lithium Chip
- Cylindrical Cell Parts
- Battery Current Collectors
- Battery Conductive Materials
- Electrolyte
- Metal Mesh
- Battery Binder
- Separator and Tape
- Aluminum Laminate Film
- Nickel Strip
- Battery Tabs
- Graphene Materials
- Nickel Felt
- Titanium Fiber Felt
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- Lithium Battery Machine
- Battery Tester & Analyzer
- Battery Safety Tester
- Material Characterization Tester
- Rolling Press Machine
- Spot Welding Machine
- Vacuum Mixer Machine
- Crimping/Disassembling Machine
- Vacuum Sealing Machine
- Electrolyte Filling
- Stacking/Winding Machine
- Electrode Cutter/Slitter
- Pouch Forming Machine
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Vacuum Glove Box
- Furnaces
- Laboratory Press Machine
- Large Press Machine
- Coaters
- PVD Coater
- Ultrasonic Spray Coater
- Ball Mill
- Planetary Centrifugal Mixer
- Laboratory Machine
- Metal Foam
contact us
- If you have questions, please contact us, all questions will be answered
- WhatsApp : +86 18659217588
- Email : David@tmaxcn.com
- Email : Davidtmaxcn@gmail.com
- Add : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)

Sodium-Ion Battery Roll to Roll Hydraulic Hot Calendering Machine
Model Number:
TMAX-GD210-330Net Weight:
350 kgCompliance:
CE CertifiedWarranty:
Two years limited warranty with lifetime supportDelivery Time:
5 days
- WhatsApp : +86 18659217588
- Email : David@tmaxcn.com
- Email : Davidtmaxcn@gmail.com
- Wechat : 18659217588
Previous:
Sodium-Ion Laboratory Battery Electrode Slitting MachineNext:
Lab Heat Calendering Machine For Sodium-Ion Battery
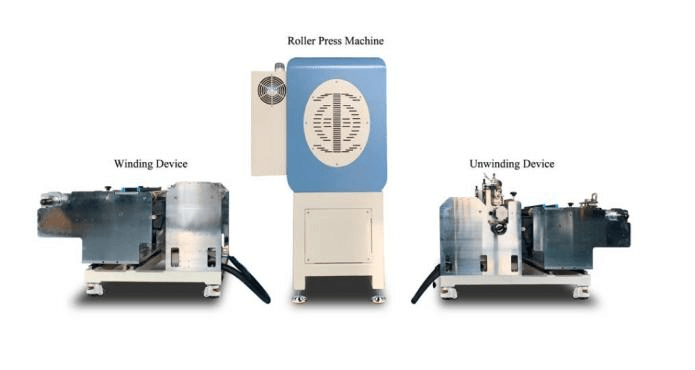
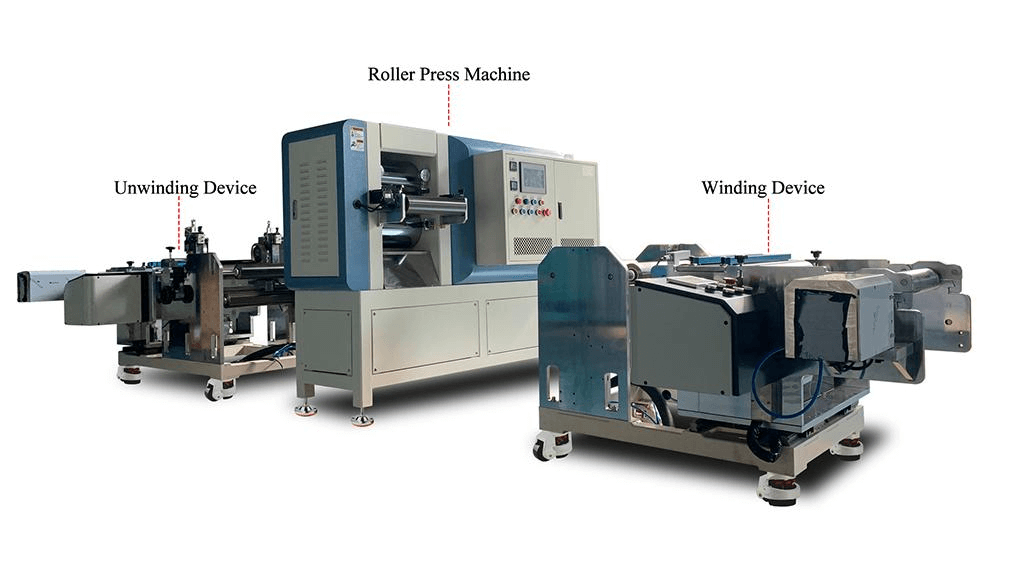
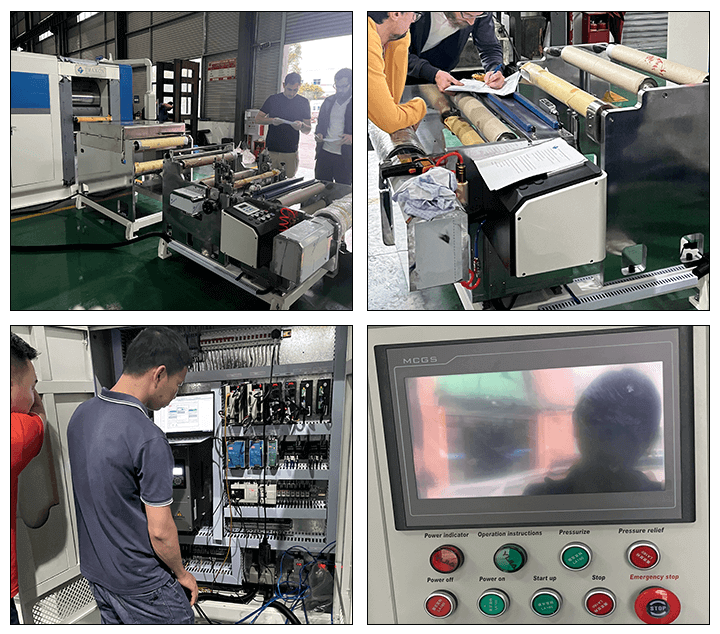
Sodium-Ion Battery Roll to Roll Hydraulic Hot Calendering Machine
The rolling press is the main equipment in the continuous rolling production line. It consists of cast steel gantry frame, rolls, frequency conversion motor reducer, gas-liquid booster system, gap adjustment system, electrical control system, feeding guard plate and roll surface cleaning mechanism.
The main function is to make the electrode reach a suitable density under the rolling of the roller, and meet the pole piece thickness requirement according to the coating thickness. This equipment adopts servo to adjust the roll gap, and the line speed is adjusted by the frequency converter to realize stepless speed regulation.
1. Equipment configuration and parameters
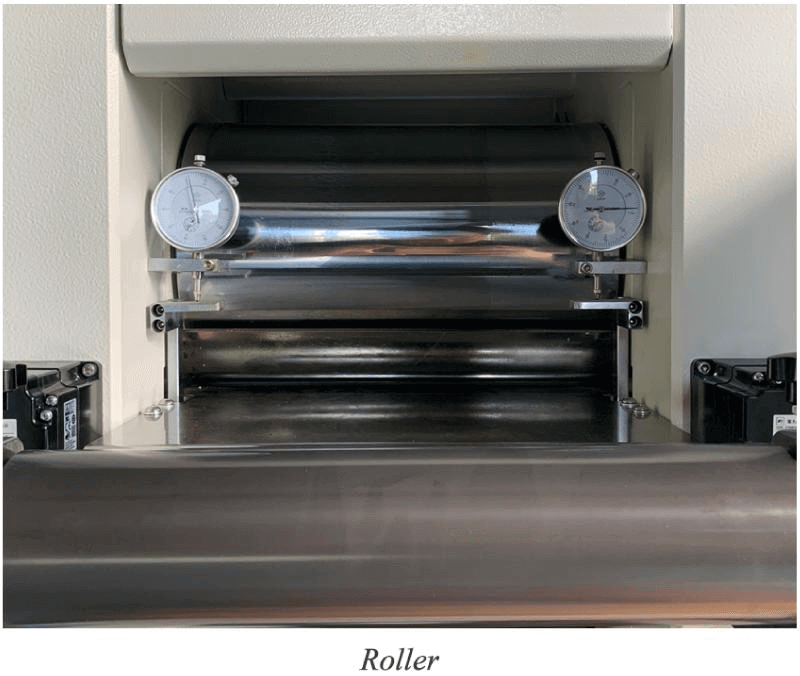
Roll Specifications |
∮210X330mm(roller surface diameter×roller surface width) |
machine speed |
2~8r/min |
machine efficiency |
0.8~5M/min pole piece or foil type |
Coating uniformity |
±0.002mm (user guarantee) |
Thickness uniformity of electrode after rolling |
≤±0.002mm Under the premise that the user guarantees the coating uniformity, the layout of the pressing rollers is arranged horizontally up and down. |
machine appearance |
Computer gray, blue, with 2 dial indicators installed; safety guards painted in warning color |
The main function |
The pole piece reaches a certain thickness under the rolling of the roller. The special bearing for the bearing rolling mill |
lubricating |
3# lithium grease |
Effective rolling width |
300mm |
Material |
9Cr3Mo series high alloy cold rolled steel |
Surface hardness |
HRC66 and above |
Quenching layer depth |
18~25mm |
Chrome plating on rolls |
≥0.18MM |
Roll diameter jump |
≤±0.002mm |
Roll surface roughness |
Ra≤0.04 |
Roll gap adjustment |
The adjusting screw drives the middle wedge to adjust |
Roll gap adjustment range |
0~2.0mm |
Roller drive |
Cycloid reducer |
main motor power |
0.75KW(380V 50Hz) |
pressure method |
Electric hydraulic pump |
Hydraulic Cylinder Specifications |
Bore diameter φ63mm stroke 15mm |
Maximum working pressure |
37Ton×2 |
Working oil pressure |
40MPa |
greatest pressure |
60MPa |
Host weight |
about 1T |
heating |
The closed-loop control heating system is composed of Omron temperature controller, solid state relay and K-type thermocouple |
heating power |
1.6KW*2 |
Voltage |
220V |
Temperature accuracy |
±2 ℃ |
Maximum temperature |
130℃ |
2. Unwinding
Unwind the reel |
Inflatable shaft with control valve, equipped with inflatable gun Specifications: 3 inches*350mm |
Tension control |
Magnetic powder brake nominal torque 25N.M |
Tension adjustment range |
0~25kg |
Correction control |
Photoelectric deviation correction device |
Guided Control |
Linear Bearing Guide |
total moving length |
±50mm |
Part weight |
about 80kg |
3. Rewinding
Function |
Roll the rolled pole piece material on the mandrel |
reel |
Inflatable shaft with control valve, equipped with inflatable gun Specifications: 3 inches*350mm |
Tension control |
Magnetic powder brake nominal torque 25N.M |
Tension adjustment range |
0~25kg |
Correction control |
Photoelectric deviation correction device |
Correction accuracy |
±0.2mm |
Guided Control |
Linear Bearing Guide |
total moving length |
±50mm |
drive |
Drive the rewinding shaft through the motor reducer and magnetic powder clutch |
Winding motor power |
0.75KW (380V 50Hz) |
Part weight |
about 80kg |
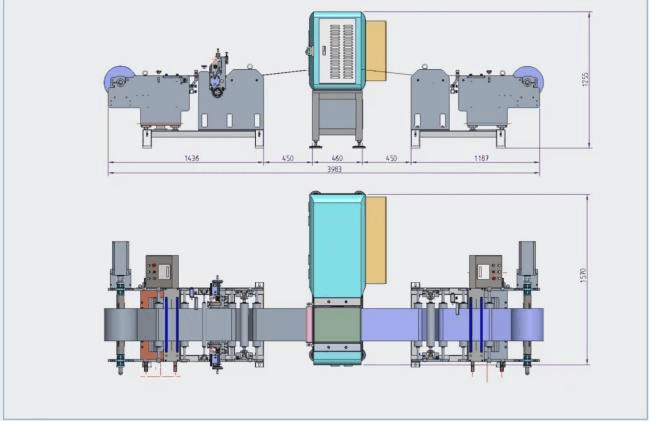
Below size for reference :
Rolling press part:L158*W80*H129 cm
Winding system: L120*W125*H74 cm
Unwinding system:L147*W124*H95 cm
Picture for reference:






 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

