 English▼
English▼




products categories
- Battery Production Equipment Line
- Battery Lab Pilot Equipment Line
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Li ion Battery Materials
- Cathode Active Materials
- Anode Active Materials
- Customized Battery Electrode
- Coin Cell Parts
- Lithium Chip
- Cylindrical Cell Parts
- Battery Current Collectors
- Battery Conductive Materials
- Electrolyte
- Metal Mesh
- Battery Binder
- Separator and Tape
- Aluminum Laminate Film
- Nickel Strip
- Battery Tabs
- Graphene Materials
- Nickel Felt
- Titanium Fiber Felt
- Battery
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- Lithium Battery Machine
- Battery Tester & Analyzer
- Battery Safety Tester
- Material Characterization Tester
- Rolling Press Machine
- Spot Welding Machine
- Vacuum Mixer Machine
- Crimping/Disassembling Machine
- Vacuum Sealing Machine
- Electrolyte Filling
- Stacking/Winding Machine
- Electrode Cutter/Slitter
- Pouch Forming Machine
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Vacuum Glove Box
- Furnaces
- Coaters
- PVD Coater
- Laboratory Press Machine
- Large Press Machine
- Planetary Centrifugal Mixer
- Ball Mill
- Laboratory Machine
- Cutting Machine
- Metal Foam
contact us
- If you have questions, please contact us, all questions will be answered
- WhatsApp : +86 18659217588
- Email : David@tmaxcn.com
- Email : Davidtmaxcn@gmail.com
- Add : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)
-
 Automatic 18560 21700 32650 26650 etc Cylindrical Cell Production Line/Lithium Cylindrical Battery Production Plant
Automatic 18560 21700 32650 26650 etc Cylindrical Cell Production Line/Lithium Cylindrical Battery Production Plant
-
 Semi-Auto Cylindrical Cell Winding Machine (5-10PPM)
Semi-Auto Cylindrical Cell Winding Machine (5-10PPM)
Semi-Auto Cylindrical Cell Winding Machine (5-10PPM) Ⅰ、Equipment Function Description This machine is mainly used for precision winding of cylindrical lithium ion battery cells. The working process is as follows: manually guide the positive and negative plates into the winding part respectively, stack them with the diaphragm, wind them according to the process requirements, automatically attach the termination tape, and the cell is automatically cut. Ⅱ、Equipment Functions and Features 1) Single target threading needle structure is adopted. 2) Manual introduction of pole piece, automatic winding, automatic needle change, automatic pasting of termination tape and automatic blanking. 3) The adhesive tape is pasted horizontally (the termination tape is perpendicular to the pole ear), the adhesive tape is flat, and the adhesive position can be accurately controlled without straining the electric core; Glue sticking is stable and reliable. 4) The winding speed of winding needle is adjustable. 5) Active unwinding of two coil diaphragm, tension proximity switch control technology, which can automatically and smoothly adjust the tension in the winding process; The upper and lower tension can be adjusted. 6) Closure of diaphragm outsourcing. 7) The rolled out electric core shall be free of damage, core pulling and pole dislocation. 8) Easy operation, simple and fast adjustment and replacement of specifications. Ⅲ、Technological Process The equipment meets the winding process standard of cylindrical lithium-ion battery: the diaphragm completely wraps the negative sheet, and the negative sheet wraps the positive sheet. The process flow is as follows: 1) Diaphragm pre coiling: Adopting tooth cutter technology can save the length of pre coiling diaphragm; 2) Draw in the negative electrode: Manually guide the negative electrode sheet into the winding part;Draw in the positive electrode: Manually guide the positive pole piece into the winding part; 3) Winding; 4) Shift station; 5) Cut off the diaphragm, paste the termination glue and blanking. D W L Tolerance(mm) < 0.5 < 0.3 < 1000 Ⅳ、Main Components of Equipment 1) The equipment is composed of winding device, station changing device, diaphragm unwinding device, pole piece guide device, glue pasting device, blanking device and control system. 2) Winding device (two sets): Composed of single head opposite threading to ensure winding accuracy and convenient replacement of winding needle. 3) Station moving device (one set): Used for the conversion of winding station and gluing station. 4) Diaphragm unwinding device (two sets): Diaphragm coil active unwinding air pressure regulation control. 5) Pole piece guide device (two sets): Unilateral adjustment, convenient adjustment. 6) Gluing and blanking device (one set). Ⅴ、Technical Standard 1) Diaphragm width: 30-75mm; Coil needle specification:∮1.8-∮6.0 mm, customized according to customer requirements; Pole width: 28-73mm. 2) Material specification requirements (unit: mm) Material Length Width Thickness Internal Diameter External Diameter Positive Electrode 150-1000 28-73 0.1-0.2 Negative Electrode 150-1000 28-73 0.1-0.2 Seperator Material Roll 30-75 0.012-0.045 76.2 250 Termination Tape Material Roll 8-60 0.01-0.035 76.2 150 3) Applicable outer diameter of electric core (mm -∮20mm) 4) Equipment capacity: 5 ~ 10 pieces/min (according to pole piece length/width) 5) Winding accuracy; When ensuring that the pole piece meets the following conditions: The width error of the pole piece is less than±0.2mm; The "S" bending error of the pole piece is less than±1mm/500mm; The tower shape error of diaphragm coil is less than±0.2mm; The winding accuracy can meet: The diaphragm alignment error is less than±0.5mm; The alignment error of pole piece is less than±0.5mm; It can realize the alignment of negative electrode wrapped with positive electrode and diaphragm wrapped with negative electrode, and the section of finished product is ±0.5mm. 6) Qualified rate: ≥98% (Excluding non equipment factors). Ⅵ、Specification Parameters Specifications Remarks Input Power AC220V,1.5KVA,50HZ Compressed Air Source 0.4-0.6MPa Production Capacity of Equipment 5-10PCS/min According to model and employee proficiency Equipment Weight About 500kg Equipment Size 1450mm*1100mm*1150mm (L*W*H) Excluding the extension length of pole piece material groove, unit:mm Coil Needle Specification ∮1.8mm-∮6mm Deliver one set according to customer requirements Rack and Mounting Plate 1 set Needle Winding Device 1 set Pole Piece Supply Device 2 sets Diaphragm Supply Device 2 sets Viscose Device 1 set PLC PANASONIC PANASONIC AFRX-C60T Touch Screen MCGS 7-inch true color Winding Motor PANASONIC/Li San Panasonic servo motor Tension Motor Research Control / Li San Stepper motor Sensor PANASONIC/Daochuan Pneumatic Components AIRTAC/XINGZHEN/ AirTAC Fault Stop Fault Prompt Program Built In One Touch Reset Operating Instructions 1 set of operating instructions Parts 1 set See delivery list Name Specification (mm) Warranty Time Remarks Winding Machine Complete machine 1 year Except for human factors (Lifelong maintenance) Gummed Paper Cutter 3 months Rolling Needle 3 months Except for human factors Photoelectric Eye 6 months Crash and oil inlet are not guaranteed Synchronous Belt 1 year Oiling is not guaranteed
-
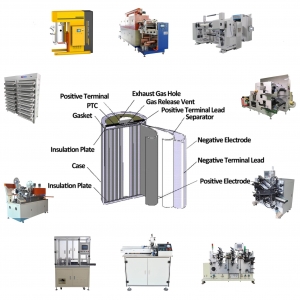
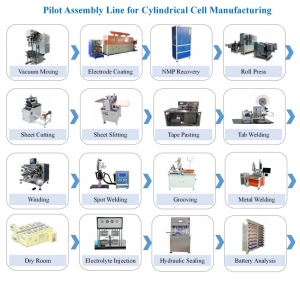 18650 26650 21700 32650 32700etc Cylindrical Cell Pilot Assembly Line for Cylindrical Cell Manufacturing
18650 26650 21700 32650 32700etc Cylindrical Cell Pilot Assembly Line for Cylindrical Cell Manufacturing
Cylindrical Cell Lab Equipment for All kinds of Cylindrical Batteries Making
-
 Automatic Cylindrical Battery Sealing Machine in Glove Box
Automatic Cylindrical Battery Sealing Machine in Glove Box
-
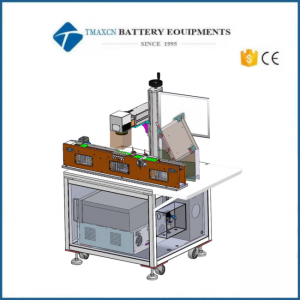 Auto Cylindrical Cell PVC Film Laser Cutting and Removal Machine
Auto Cylindrical Cell PVC Film Laser Cutting and Removal Machine
-
 32140 3.2V 15Ah 48Wh LifePo4 Cylindrical Rechargeable Lithium Battery Cells
32140 3.2V 15Ah 48Wh LifePo4 Cylindrical Rechargeable Lithium Battery Cells
-
 Rechargeable Cylindrical 18650 Cell 3.7V 1200Mah-5000Mah Lithium Ion Battery
Rechargeable Cylindrical 18650 Cell 3.7V 1200Mah-5000Mah Lithium Ion Battery
-
 Lithium-ion Battery Electrode Resistance Tester Device For Cylindrical Cell Electrode Analyse
Lithium-ion Battery Electrode Resistance Tester Device For Cylindrical Cell Electrode Analyse
Lithium-ion Battery Electrode Resistance Tester Device For Cylindrical Cell Electrode Analyse The importance of electrode resistance Electrode resistance (conductivity) influences the basic performance of batteries, not only on the power capability (internal resistance), but also on the reliability or safety performance. Through the measurement of electrode resistance the property of electric conductive, micro-structural uniformity of electrodes can be evaluated during die electrode many&manu&cture process in advance, thus help us to research and improve the formulation of composite electrodes as well as the control parameters of mixing, coating and calenderii^; processes. In the composite electrodes, the electric conductivity is determined by several primary factory, such as the inter&cial resistance between the coating layer and the conductive foil, the distributions of conductive agents, die intrixisic resistance of active material and the contact areas between particles. The functions of BER multi-function electrode resistance analysis method for electrode process monitoring are listed as follows: Comprehensively assessment of the slurry stability from the stirring, coating to the calendering process, which helps to recognize die anomaly aggregation of conductive agents in advance; Recognition of uneven mixing on mixture silicon—carbon cathode; Assessment of dectric conductivity offonnulas for diferent active materials; Assessment of electric conductivity of formulas for diferent conductive agents; Assessment of electric conductivity of the functional pre—coating lays of current collector; Failure analysis for the electric conductive networic failure of batteries; Analysis of contact resistance of the positive or negative electrode sur&ce after formation. The limitations of traditional test methods Currently, there are several methods have been used to test the electrode resistance, such as four point probe method or multi point probe method and single point probe method. Though these traditional methods may have been maturely used in di&rent types of film industry areas, for the evaluation of the composite electrode films in lithium ion batteries, there are still several deficiencies that can not be ignored. The four point probe film resistance test method has been wildly used in thin films industries, which use four or even more probes array to test the film resistance form film sur&ce. Its test procedure is easy and simple, and it can reveal the anisotropic resistance components of thin film by a simple equivalent circuit model fitting. However, considering its test principle and model fitting process, this mediod can only be suitable for a uniform thin film with smooth sur&ce, and the test sample should be loaded on an insulating substrate for ideal resistance fitting. Unfortunately, the electrodes ofliduum ion batteries are composite electrode with complex compositions, rough sur&ce and loadit^ on a low resistance current collector, so their four point probe test data, are often inconsistent and difficult to analyze the result by theoretical models. Increasing die probe number and using more complicate models can improve the test reliability to a certain extent, but that need more complex structures, and again the result analysis is still difficult. The single point test method was another wildly used method in the lithium ion batteries industry, which use a fixed probe on the end of the curtent collector and a mobile probe on the surface of the electrode to directly measure the electrode resistance. This is a very simple way of electrode resistance test often carry out by a homebuilt system for difierent users, but it is still a rough empirical test method without considering the influence of press pressure, conductive path length, substrate materul and so on. As a result, the single point probe method can not provide a reliable and consistent electrode resistance data as well. Methods Four point probe test Single point probe test Electric test circuit Kelvin four-wire test technology + direct current stimulation Kelvin four-wire test technology + alternating-current Probe structure four assembled equidistant probes (< ® 1mm), which's tops are kept in the same plane during the test to get a physical contact with the sample surface One probe (usually is an alligator clip) is fixed on the current collector, and the other probe (usually is a Cu terminals) is mobile to contact on the sample surface Applicable samples Single component thin layer material with smooth surface Composite electrode with current collector Advantages and limitations √ Simple and fast measurement √ To reveal the anisotropic resistance components of thin film X Not suitable for composite electrode with current collector √ Simple and fast measurement √ Suitable for composite electrode with current collector x X A rough empirical test method without considering the influence of press pressure, conductive path length, substrate material, etc. * Developed with CATL the top power battery company and Authorized exclusively for the Patent. The TMAX’s creative solution The BER series Battery electrode resistance analyzer uses the upper and lower plane controllable pressure probes to directly measure the electrode to obtain the overall resistance and resistivity in the thickness direction of the electrode, including the contact resistance between the probe and the coating, the coating resistance, and the contact resistance between the coating and the current collector. Current collector resistance; The BER series is the first Battery electrode resistance analyzer for the lithium battery industry . The dual—plane controllable—pressure high—conductivity probe designed for composite electrode diaphragms and micron—level flat surface treatment ensure measurement accuracy; the high-precision resistance resolution and the attached calibration module ensure stable and reliable measurement results. Introduction of principles Multi-function One — stop data collection of key parameters including pressure, film resistance, film thickness, temperature, humidity, etc.; guarantee the reliability and traceability of measurement result. Automatic measurement Automatic measurement of the resistance under different pressure, thickness, temperature and humidity, etc.; provide a real time data display. Professional processing software *Provides various resistance measurement and analysis methods, including Single point test, continuous test, *Fixed pressure mode, variable pressure mode (ForBER1300) Show data curve *Different presented modes of data analysis and statistics. Integrated design Complete integration of pressure control module, resistance and voltage measurement module, thickness measurement module and the chamber illuminating module Device Four-probe and multi-probe methods BER series Principle Kelvin four-wire method+DC excitation Kelvin four-wire method+AC excitation current Structure Four taper equidistant probes in the same Φ14 mm copper terminals located at the upper and lower Suitable Single-component film with smooth surface(non-battery electrode) Thick composite material(battery electrode) with resistance Features Measure single-component film resistance and conductivity or smooth surface Measure the resistance and conductivity of the battery electrode, adjustable test pressure Conclusion 1.The traditional test method does not consider the influence of parameters such as pressure and contact area during the electrode test, and the theoretical calculation model of the multi-probe is quite different from the actual sample, and the data results are uncontrollable; 2.The BRE series electrode resistance meter can accurately control the test parameters such as test pressure and area to ensure stable and reliable results, and can directly obtain the corresponding relationship between the electrode compaction and the electrode resistance. *Developed with CATL the top power battery company and Authorized exclusively for the Patent Software Measurement system analyze *Part of the data comes from the partners, and the copyright belongs to the relevant parties. It can not be reproduced or used without consent. Applications Material evaluation 1.Correlation between powder conductivity and electrode conductivity Results Analyze Adjust the Ni content in the NCM material, and test the powder conductivity. It can be found that as the Ni con tent increases, the powder conductivity increases; Comparing three NCM pieces with different Ni content, it can also be obtained that as the Ni content increases, the conductivity of the electrode piece increases; Powder resistivity and electrode have the same trend! 2.Evaluate the resistivity of uncalendered electrode pieces under different compaction densities Conditions: 5-60MPa, step 10MpPa, keep 25s Results Analyze ♦ For graphite electrode, with the increase of compaction density, the resistivity continues to decrease. The reason is that the contact between active materials increases, and the overall conductivity of the electrode becomes better; ♦ For NCM electrode, with the compaction density increases, the resistivity of the pole piece continues to decrease. The main reason is that as the pressure increases, the contact between terminals and the active material becomes better; Process evaluation 1.Evaluation of electrode primer technology <a> The thicker the primer, the greater the resistance of the current collector; <b> The thicker the primer, the greater the cathode resistance; <c> After determining the best primer coating process based on the correlation between the two, the electrode resistance test can be used as a method for long-term monitoring of process stability. 2.Conductive agent distribution uniformity evaluation By monitoring the change use the resistance of the battery electrode, an abnormal battery electrode can be quickly identified, to prevent the bad battery electrode from flowing into the next process, and to save production costs. Cell evaluation 1.Analysis of electrode resistance during high temperature cycle&storage *The resistance of the cathode continues to increase with the increase in the number of cycles, indicating that a large change has taken place on the cathode side after the high temperature cycle, which may be related to the byproducts on the surface of the cathode particles or the contact between the particles; *The resistance of the anode membrane increases with the storage time, which indicates that the anode side has changed a lot during the storage process, which may be related to the increase of side reactions on the anode material surface *Part of the data comes from the partners, and the copyright belongs to the relevant parties. It can not be reproduced or used without consent. Parameter Resistance range 1uΩ-3.1kΩ Resistance accuracy ±0.5%FS Pressure range 50-600kg/5-35MPa(BER2100/BER2200) 50-1000kg/5-60MPa(BER2300/BER2500) Pressure accuracy ±0.3%F.S Thickness range 0-5mm(BER2500) Thickness resolution/accuracy 0.1um/±1um(BER2500) Temperature and humidity 0-50℃, 20-90%RH Temperature and humidity accuracy ±2℃, ±5%RH Installation requirement voltage 200-240V/50-60Hz Voltage variation tolerance ±10% Power dissipation 50W(BER2100/BER2200)/450W(BER2300/BER2500) Air source Pipeline gas or air compressor is required(BER2100/BER2200) Environmental temperature 25±5℃ Environmental humidity Humidity <80%RH at the temperature of 40℃ Environmental magnetic field Keep away from intense electromagnetic Net weight 76kg(BER2100/BER2200), 83kg(BER2300), 85kg(BER2500) Dimension(W*D*H) 355*320*550 mm(BER2100/BER2200) 355*320*800(BER2300/BER2500) Note: TMAX is committed to continuous improvement of products. TMAX reserves the right to alter the specifications of its products of its products without notice. All trademarks are registered by TMAX. Model BER2100 BER2200 BER2300 BER2500 Press mode Cylinder(pipeline gas required, range: 5-35MPa) Servo motor(No pipeline gas required, range: 5-60MPa) Testable parameters Resistance, pressure Temperature and humidity Resistance, pressure Temperature and humidity conductivity, resistivity Resistance, pressure temperature and humidity conductivity, resistivity Resistance, pressure Temperature and humidity conductivity, resistivity thickness, compaction density Function One point test Constant pressure condition Included BER2100 function Automatic measurement software Included BER2200 function Variable pressure Included BER2300 function Thickness measurement Compaction density measurement
-
 100MWH/1GWH LFP NMC LTO Cylindrical Cell Production Line
100MWH/1GWH LFP NMC LTO Cylindrical Cell Production Line
-
 Semi-Auto Cylindrical Cell Winding Machine for 33140 Cell
Semi-Auto Cylindrical Cell Winding Machine for 33140 Cell
Semi-Auto Cylindrical Cell Winding Machine for 33140 Cell Ⅰ、Device Function Description: This machine is mainly used for precision winding of cylindrical lithium-ion battery cells. The working process is as follows: manually guide the positive and negative plates into the winding part, separate them from the diaphragm, and roll them according to the process requirements. The termination tape is automatically attached, and the battery cells are automatically cut off. Ⅱ、Equipment functions and characteristics 1、 Adopting a single needle structure for threading and rolling. 2、Manual introduction of electrodes, automatic winding, automatic needle changing, automatic application of termination tape, and automatic cutting; 3、The adhesive tape is applied horizontally (with the termination tape perpendicular to the tab), ensuring a smooth and precise control of the adhesive position without pulling the battery cell tightly; Stable and reliable adhesive application; 4、The needle winding speed is adjustable; 5、Active unwinding of two separators, tension proximity switch control technology, can automatically and smoothly adjust tension during the winding process; 6、Equipped with a electrode dust removal device 7、Separator outsourcing closure; 8、The rolled out battery cells are free from damage, core pulling, and electrode misalignment. 9、 Easy to operate, simple and fast to adjust and replace specifications; Ⅲ、 Process flow This device meets the process standards for winding cylindrical lithium-ion batteries: the separator completely wraps around the negative electrode, and the negative electrode wraps around the positive electrode. The process flow is as follows: 1、Separator pre winding: The use of toothed knife technology can save the length of pre winding separator; 2、Entangled negative electrode: manually guide the negative electrode into the winding part; Entangled positive electrode: manually guide the positive electrode plate into the winding part; 3、Winding; 4、Moving workstations; 5、Cut off the separator, apply termination adhesive, and cut off the material. Ⅳ、The main components of the equipment 1、This equipment consists of a winding device, a changing station device, a separator unwinding device, a electrode guide device, a tape sticking device, a cutting device, and a control system. 2、 Winding device (two sets): composed of single end threading, ensuring winding accuracy and convenient replacement of winding needles; 3、 Shift station device (one set): used for switching between winding station and adhesive station; 4、 Separator unwinding device (two sets): diaphragm material roll actively unwinding air pressure regulation control; 5、 Electrode guide device (two sets): single-sided adjustment, easy to adjust; 6、 Gluing and cutting device (one set). Ⅴ、Technical standard 1、Separator width:50-140mm winding needle specification:∮3.0-∮12mm,,customize according to customer’s requirement ,electrode width:48-137mm 2、Material specification requirements (unit: mm) 3、Applicable cell outer diameter(∮8-∮33mm) 4、Winding accuracy; When ensuring that the electrode meets the following conditions: The width error of the electrode is less than ± 0.2mm; The "S" bending error of the electrode is less than ± 1mm/500mm; The tower shape error of the separator material roll is less than ± 0.2mm; The winding accuracy can meet the following requirements: the alignment error of the separator is less than ± 0.5mm; The alignment error of the electrode is less than ± 0.5mm; Can achieve an alignment of ± 0.5mm between the negative electrode and the positive electrode, as well as the separator and the negative electrode 5、 Qualification rate: ≥ 98% (excluding non equipment factors) Ⅵ、Technical standard Specification Remark Basic Specification Input Power AC220V,1.5KVA,50HZ Compressed air 0.4-0.6MPa Weight About 500kg Size 1750mm*1350mm*1570mm (L*W*H) Based on actual design Excluding the extended length of the electrode slot, unit::mm Winding needle specification ∮3.0mm-∮12mm Delivery of one set according to customer requirements Mechanical Specification Rack and mounting plate 1set Winding needle mechanism 1set Electrode supply mechanism 2set Separator Supply mechanism 2set Tape pasting mechanism 1set Control System Specification PLC PANASONIC AFRX-C60T Touch screen Weilang Winding motor Zhengyuan Tension motor Stepper motor Li San/Zheng Yuan Sensor Ailifu/Daochuan Pneumatic parts Yadeke/Xingchen Alarm System Fault stop Fault prompt Program built-in One click reset Accessories Operation manual 1 set of operation manual Spare parts 1set See delivery list
-
 Sodium-Ion Battery Semi-auto Winding Machine for Cylindrical Cell Core Making
Sodium-Ion Battery Semi-auto Winding Machine for Cylindrical Cell Core Making
Precision Automatic Winder for Electrode Assembly of Cylindrical Battery TMAX-YS-BYZ65 is an automatic winding machine for accurate assembly of cylindrical battery electrode cores (also known as “jelly roll”). Using this machine, cathode and anode films, separated by top and bottom separator films, are rolled up into a hollow cylinder casing for cylindrical battery applications. It is an ideal tool for reliable and precise production of high quality windings of electrode cores.
-
 Automatic 18650 Cylindrical Battery Laser PVC Stripping Machine
Automatic 18650 Cylindrical Battery Laser PVC Stripping Machine
Automatic 18650 Cylindrical Battery Laser PVC Stripping Machine I. Equipment Overview 1.1 Equipment Application l Designed for stripping the outer casing of 18650 cylindrical batteries. 1.2 Equipment Operation Flow 1.3 Equipment Diagram Overall Dimensions - Laser Stripping Unit: 2000 mm × 750 mm × 1800 mm (L × W × H) - Automatic Boxing Unit: 1000 mm × 700 mm × 1800 mm (L × W × H) - Note: Dimensions are subject to the actual equipment. Equipment Weight - Total weight: approx. 1000 kg 1.4 Main Module Descriptions 1.4.1 Manual Battery Loading into Feed Hopper l Operator places batteries into the hopper; a feed wheel dispenses batteries into the chain conveyor. 1.4.2 Motor-Driven Chain Conveyor l Stepper motor drives the chain to feed batteries one by one. 1.4.3 Laser Circumferential Cutting of Battery Heads l Pressing mechanism holds the battery and rotates it; laser beam cuts the heads of 5 batteries simultaneously. 1.4.4 Rotary Transfer Mechanism l Mechanical arm grabs 5 batteries, reorients them, and places them onto the second chain conveyor. 1.4.5 Dual-Side Laser Cutting l Laser beam cuts two straight lines on each battery, centered on the body. l Two parallel chain tracks enable simultaneous head cutting and side cutting. 1.4.6 End-Face Scrap Removal Mechanism l Cylinders push 5 batteries into the scrap removal unit, with heads clamped; rear cylinders push batteries back to the track, discarding the head scrap; scraps are collected in a bin beneath the workbench. 1.4.7 Steel Shell and Outer Film Separation l Rubber plates position batteries top and bottom to boost friction; the steel shell is pushed out for separation, leaving waste film on the track; waste is conveyed down by the chain and collected in a bin beneath the workbench. 1.4.8 Inclined Plate Discharge l Separated steel shells are discharged via a 1000 mm long inclined plate. 1.4.9 Automatic Boxing l Automatically loads processed batteries into collection boxes. 1.4.10 Laser Section Enclosure with Exhaust Fan l Laser cutting section is enclosed and equipped with exhaust ventilation. II. Applicable Materials and Product Specifications 2.1 Supported Product Specifications l 18650 cylindrical battery (Diameter: 18 mm, Height: 65 mm) 2.2 Process Documents l As provided by Party A. III. Equipment Specifications 3.1 Performance Parameters 1. Efficiency: >60–80 PPM 2. Equipment uptime rate: ≥99% (only for equipment-related downtime) 3. First-pass yield: ≥99% (only for equipment-related defects) 4. Equipped with automatic counting function 5. Material collection position available; layout optimized for single-operator operation 6. Stripped batteries must be free of appearance defects 3.2 General Parameters Item Content Remarks Appearance Color As per Party A’s provided color sample — Operation Interface Chinese PLC + touchscreen Equipment Noise ≤70 dB at 1 mm from outer wall Material-related noise (e.g., peeling) excluded Safety Standards Refer to GB5662.1 Mechanical and electrical protection requirements HC Series CO₂ Laser Machine Product Specifications Weight: 45 kg Laser Power: 30 W Laser Wavelength: 10.6 μm Marking Area: 110 × 110 mm Marking/Scanning Speed: 5,000–20,000 mm/s Input Voltage: 220 V / 50 Hz / 5 A Total Power Consumption: 350 W Cooling Method: Air cooling Protection Rating: IP54 IV. On-Site Environment Requirements (Provided by Party A) 1. Compressed Air Pressure: 0.4–0.8 MPa (4–8 kgf/cm²), flow ≤50 L/min 2. Dust Collection: Equipment supplied with dust collector to collect peeling waste; clean regularly 3. Ambient Temperature: 20–50 °C 4. Relative Humidity: 5–55% RH 5. Cleanroom Level: ≥ Class 100,000; no corrosive, explosive, or flammable gases or liquids present Power Supply: Single-phase AC 220 V, 50 Hz; voltage fluctuation ≤ ±10%; power consumption 2.5 kVA
 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

